|
2021/09/21駒箱の制作「隅丸加工」
|
|---|
|
前回のブログで隅丸駒箱の雇い実加工を紹介しました。
-

-
雇い実加工まで済んだ状態
-

-
このままでは入らない
駒箱は大体4~5ミリくらいの板厚で制作しますが、隅丸駒箱は6~9ミリくらいに木取し、内側は真ん中を平面に、外側は角を丸く削ることで隅丸型に成形します。指物と刳り物の両方の技術を使うことになりますね。その分手間も技術も必要です。
-

-
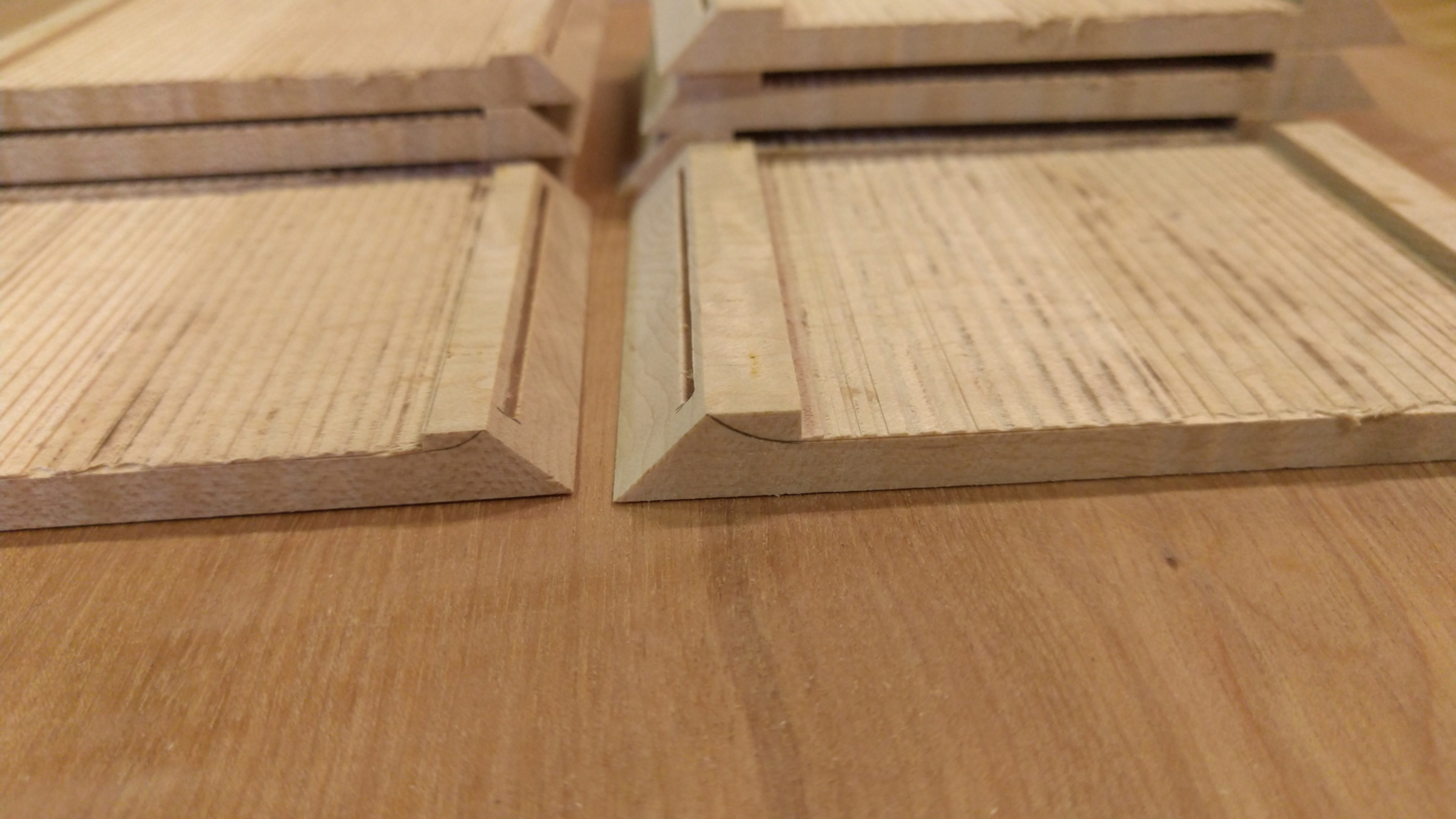
①機械で角を残して削り取る
-

-
②左が内箱、右が外箱。Rや削り取る量が異なる
-

-
③鉋を使って面をきれいにする
-

-
④輪ゴムで仮組。ギリギリ入るようになった
①~③平面部分を加工します。
使う機械は材料、作る個数、製作者の好みなどで分かれます。今回は丸ノコ盤で削り取りました。一般的にはルーターが多いと思います。ルーターの利点は1回の加工幅が広いので加工が速い、平面精度が高い、仕上がりも綺麗なことです。弱点は治具の制作や調整が面倒であること。そして杢の板の場合、逆目が発生して見た目が悪くなることがあります。制作する個数が多いときはルーターが威力を発揮しますが、今回は2組なので丸ノコ盤を使いました。丸ノコ盤は写真のとおり平面にならず仕上がりも悪そうですが、逆目が起きず、また治具が無くても加工できます。
丸ノコで荒れた面は鉋できれいに削って均します。角の方はキワ鉋というちょっと変わった鉋も使います。内側の平面度や厚みはこの時点である程度整えます。今回は平面部を5.2mmくらいまで削りました。あとで微調整したりサンドペーパーで仕上げて5mm丁度になる寸法です。
④輪ゴムで仮組して大きさを確認します。
こういう箱もの全般に言えますが、箱の内側の加工は組みあがってしまうとほとんどできなくなってしまうので作業の前半でほぼ仕上げてしまいます。その過程で削りすぎてしまうと内箱との嵌め合いが緩くなってしまうので、そのあたりの確認は慎重に行います。今回はうまくいったようです。
隅丸の丸い部分の加工は接着してから行います。
|